- Соединение армированных полипропиленовых труб
- Как соединить полипропиленовые трубы с трубами из пластика и металла
- Пластиковые трубы – выбор века
- Виды полипропиленовых труб
- Монтаж пластиковых труб
- Виды соединений полипропиленовых труб
- Сварка полипропиленовых труб с полипропиленовыми
- Соединения армированных полипропиленовых труб
- Как соединять полипропиленовую трубу с металлической
- Соединение трубопроводов из полипропиленовых труб
- Способы соединения полипропиленовых труб
- Диффузионная сварка
- Стыковое соединение
- Сварка с помощью электрофитингов
- Холодная сварка
- Разъемные соединения
- Обжимные
- Резьбовые
- Стыковка полипропилена и полиэтиленовых материалов
- Соединение враструб
- Как соединить полипропиленовые трубы дома с помощью фитингов
- Особенности соединения полипропилена
- С какими деталями стыкуются полипропиленовые трубы
- Способы стыковки труб из полипропилена
- Резьбовые фитинги
- Диффузионная сварка
- Сварка электрофитингами
- Стыковая сварка
- Холодная сварка
- Клеевое соединение
- Применение фланцев
- Пайка с использованием паяльной ленты
- Как паять полипропиленовые трубы правильно – инструкция по шагам
- Свойства полипропилена
- Какие полипропиленовые изделия выбрать
- Оборудование для монтажа полипропилена
- Подготовка к монтажу водопровода из полипропиленовых труб
- Пайка полипропиленовых труб. Полезные советы и инструкция
- Трубы отличаются между собой
- Методы соединения труб из полипропилена
- Процесс сварки ППР труб
- Подготовка паяльного аппарата
- Разметка соединения
- Соединение труб
Соединение армированных полипропиленовых труб
Как соединить полипропиленовые трубы с трубами из пластика и металла
Большинство современных трубопроводов в доме выполнены из пластика. Для их монтажа не требуется сложное и громоздкое оборудование, поэтому монтаж и замену можно произвести самостоятельно, в том числе металлических труб на пластиковые. Некоторые навыки и оборудование вам все-таки понадобятся, но об этом дальше.
Пластиковые трубы – выбор века
Пластик уже давно занял свое прочное место в обустройстве всех видов водопроводов.
Достоинства трубопровода из пластика:
- Простой монтаж;
- Не подвержены коррозии;
- Очень легкие конструкции;
- Внутренняя сторона труб не зарастает;
- Универсальность – отопления, водопровод и канализация;
- Гарантийный срок для пластика от 50 до 70 лет;
- Цена намного ниже металла.
Среди пластика, лучшими являются полипропиленовые трубы, поскольку они более прочные, нежели полиэтиленовые – выдерживают большое давление и температуру.
Виды полипропиленовых труб
Полипропиленовые трубы могут быть разных марок – от PN 10 до PN 25. Номер обозначает количество атмосфер, которое может выдержать данное изделие.
PN 10 рассчитана на 10 атмосфер и температуру в 25ºС и подходит только для холодных трубопроводов. PN 16 может работать при 16 атмосферах и 60ºС – для холодного и горячего водопровода, а также теплого пола. Тогда как PN 20 и PN 25 номер может выдерживать соответственно 20 и 25 атмосфер и 95 ºС, что делает их пригодными для монтажа системы отопления и горячего водопровода, равно как и других систем.
Если вы будете использовать армированную трубу PN 25, то место ее соединения с фитингом нужно будет обработать шейвером, чтобы зачистить от алюминиевой фольги.
Монтаж пластиковых труб
Пластиковую трубу можно соединять как с пластиком, так и с металлом. Конечно, способы такого соединения отличаются друг от друга.
Виды соединений полипропиленовых труб
Говоря о вариантах соединения полипропилена, у вас есть выбор, который зависит от наличия специального оборудования для пайки, а также характера отрезка трубопровода, который вы будете монтировать.
Способы соединения:
- Разборное резьбовое соединение — для марок PN 10 и PN 16;
- Сварка – для марок PN 20 и PN 25.
Резьбовое соединение применяется как для соединения пластика с пластиком, так пластика с металлом. И если для пластика это альтернативный вариант монтажа, то для пластика с металлом – единственный. Соединения без пайки осуществляются для холодных безнапорных систем. Это осуществляется при помощи обжимных фитингов, а сами соединения дополнительно герметизируются.
Сварка полипропиленовых труб с полипропиленовыми
Остановимся подробнее на наиболее частом варианте соединений – пайке. Она позволяет получить максимально герметичный и прочный результат, поэтому используется в любых системах.
Инструменты и материалы
Чтобы выполнить такое неразъемное соединение, нужен специальный сварочный аппарат, который еще называют паяльником. У этого аппарата есть специальные насадки разных диаметров с антипригарным тефлоновым покрытием. Такой паяльник можно купить или взять напрокат. Профессиональные варианты стоят очень дорого, но вы можете обойтись простеньким вариантом, который делает швы не хуже дорогих.
Кроме паяльника, вам нужны: труба, фитинги, нож для пластиковых труб, рулетка и карандаш.
Внимание! Это покрытие ни в коем случае нельзя очищать металлическими скребками, только брезентовой ветошью или деревянным инструментом. Также учите, что очищать насадку нужно после каждой спаянной детали, но только в теплом состоянии.
Этапы сварки
Важно! Сварка полипропиленовых труб происходит при 260ºС, поэтому нужно использовать рабочие перчатки.
Поэтапно процесс сварки можно описать следующим образом:
- Место работы. Устанавливаем сварочный аппарат (паяльник) на рабочем столе и включаем его. Можно работать и непосредственно на месте нахождения трубопровода, в зависимости от поставленной задачи;
- Разогрев. Включаем паяльник и ждем до полного нагрева насадок. О готовности скажет специальный диодный маячок, обычно это занимает около 20 минут. Важна температура паяльника и внешняя температура: а) непрогретым паяльником работать нельзя – элементы не достигнут необходимой пластичности и не соединяться в прочный шов; б) нельзя работать при минусовой температуре окружающего воздуха;
- Подготовка деталей. Отрезаем специальными ножницами необходимый отрезок трубы, делая это под прямым углом. Теперь карандашом (маркером) делаем на трубе отметку, равную глубине фитинга, чтобы при соединении не перестараться с надавливанием – соединяем ровно до отметки. Места соединения обязательно нужно обработать обезжиривающими веществами: спиртом или ацетоном. Секрет! Чтобы соединения прошли как можно проще, конец трубы обрабатывают фаскоснимателем.
- Нагрев деталей. Трубу и фитинг одновременно вставляют в разогретые насадки и ждут определенное время. Время выжидания профессионалами определяется интуитивно, но для этого существуют специальные таблицы;
- Соединение. Трубы вставляем в фитинг до отметки, выжидаем некоторое время и оставляем для остывания. Важно дождаться полного остывания, так как любая деформация крайне нежелательное явление. Такие вещи исправляются исключительно «хирургическим» путем — вырезая фитинг и осуществляя новую пайку деталей.
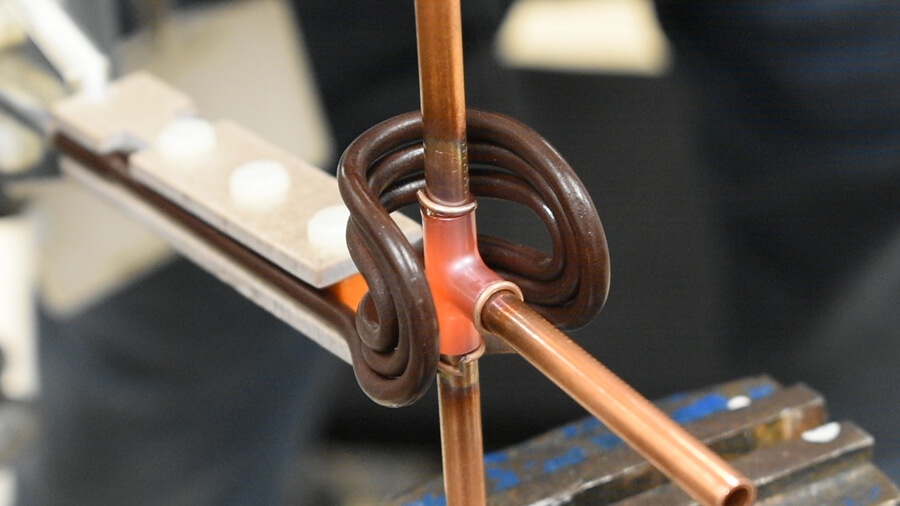
Соединения армированных полипропиленовых труб
Такие трубы ( PN 25) имеют особенности в своем строении — алюминиевая фольга, поэтому соединить их без предварительной обработки не удастся. Для этого вам нужно специальное приспособление – шейвер, который зачищает некоторый слой пропилена и алюминия. Раструб фитинга устроен так, что в него входит труба с удаленным верхним слоем. Глубина зачистки определяется как глубина раструба плюс 2 мм. Но если вы приобрели пластиковые детали и инструмент одной фирмы, то шейвер снимет верхний слой необходимой глубины.
Требования к соединениям
Очень важно соблюсти все правила для монтажа таких деталей, как шаровые краны, уголки и тройники. Но в принципе любое соединение отрезка трубопровода нужно проверить на качество по нескольким пунктам.
Главные требования к соединениям:
- Соосность. Этот показатель должен быть как можно более точен и погрешность не может быть больше, чем толщина стенки трубы;
- Качество шва. Вокруг раструба фитинга должен образоваться сплошной равномерный валик оплавленного пластика;
- Поверхность фитинга. На фитинге после сварки не должно быть трещин или складок, которые вызваны перегревом.
Как соединять полипропиленовую трубу с металлической
Здесь также существует несколько вариантов:
- резьбовое соединение фитингами;
- фланцевое соединение.
Резьбовое соединение пластика с металлом
Для решения такой задачи, как соединения трубы из полипропилена и металла, существует универсальное приспособление – фитинги с резьбой. С одной стороны, эти детали могут иметь внутреннюю либо наружную резьбу для соединения с металлической трубой, а с другой – муфту для впаивания пластиковой трубы. Такие соединения являются разъемными, что в некоторый случаях весьма удобно.
Этапы резьбового соединения:
- Металлическая труба на месте желаемого стыка с пластиковой откручивается, а если муфты нет, то срезается;
- Если отрезок срезан, то резьба на ней отсутствует, но этот недостаток легко исправляется при помощи резьбореза. Этим прибором наносят новую резьбу на конец трубы;
- После откручивания муфты или нанесения новой резьбы ее нужно очистить и загерметизировать. Важно чтобы слой герметика был нанесен не больше нормы в 1-2 слоя;
- Теперь можно накручивать фитинг на металлическую резьбу, но делать эту нужно только вручную;
- Последний шаг – это приварить пластиковое изделие к гладкой муфте фитинга. Процесс точно такой же, как и пайка пластиковых изделий.
Фланцевое соединение пластика с металлом
Кроме того, применяется фланцевое соединение, которое также является разъемными. Для этого нужно приобрести втулки под фланцы, которые привариваются к трубе, либо металлические накидные фланцы. Эти виды монтажа используются для соединения полипропиленовых труб с металлическими, с клапанами, насосами и таких соединений, которые впоследствии нужно будет разбирать для чистки или ремонта.
Всего существует несколько видов фланцев:
- Свободные с опорой на прямой бурт для монтажа легких конструкций, диаметр которых не более 300 мм, а также тяжелых с диаметром до 150 мм;
- Свободные с опорой на конусный бурт для участков трубопровода с диаметром не более 200 мм;
- Клиновые соединения используются повсеместно.
Пластик и металл чаще всего соединяют первым способом, то есть свободным фланцем на прямой бурт. Главная задача состоит в том, чтобы размеры полипропиленовых и металлических элементов соответствовали друг другу.
Этапы соединения при помощи фланцев:
- По месту соединения нужно сделать ровный срез;
- На участок трубы одевается фланец;
- Укрепляем конструкцию резиновой прокладкой, но она не должна заходить слишком далеко на срез – не дальше чем 8 мм;
- Фланец надеваем на прокладку, после этого вся эта система соединяется с другим фланцем болтами. Затягивать нужно равномерно, чтобы не повредились болты, что чревато протеканием.
Как видите, соединения полипропиленовых труб с полипропиленовыми процесс довольно простой. Чаще всего используется спайка при помощи специального паяльника, поскольку такие соединения надежные и не подвержены подтеканию. Мы советуем вам купить пару лишних фитингов (можно дешевые) и кусок трубы, чтобы потренироваться в работе с паяльником. Проследите за качеством шва и когда увидите, что вам удается выполнить ровный валик шва, приступайте к пайке настоящих систем. Также паяльник и специальные фитинги пригодятся для монтажа полипропиленовых труб с металлическими. Процесс этого описан в данной статье.
Соединение трубопроводов из полипропиленовых труб
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.
Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.
Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.
Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
Как соединить полипропиленовые трубы дома с помощью фитингов
При прокладке трубопроводных сетей в доме приходится принимать решение, как выполнить соединение полипропиленовых труб. Полипропилен широко используется при сантехнических разводках в частных домовладениях и многоквартирных зданиях. Этому способствует ряд положительных свойств данного материала.
- Особенности соединения полипропилена
- С какими деталями стыкуются полипропиленовые трубы
- Способы стыковки труб из полипропилена
- Резьбовые фитинги
- Диффузионная сварка
- Сварка электрофитингами
- Стыковая сварка
- Холодная сварка
- Клеевое соединение
- Применение фланцев
- Пайка с использованием паяльной ленты
Особенности соединения полипропилена
При сборке отдельных элементов коммуникаций из полипропилена необходимо соблюдать следующие рекомендации:
- Торцы труб делают перпендикулярными к оси, подводимые друг к другу детали не могут быть перекошены. Для обеспечения соосности отдельных частей используют направляющие.
- Ввиду невозможности нанесения резьбы на полипропилене, стыковку выполняют фитингами с резьбой, сваркой или пайкой.
- При сварке частей водопровода с помощью паяльника, его нагревают, устанавливают на подставку и только затем подводят трубу.
- Нельзя осуществлять сварку в холодное время, так как нагрев материала будет недостаточным, ухудшается качество шва.
С какими деталями стыкуются полипропиленовые трубы
Изделия комбинируются с соединительными элементами из стали и полиэтилена. Применяют фитинги, состоящие из металлической и пластиковой части. Металлическая часть имеет резьбу, пластик стыкуется с помощью нагрева при сварке или пайке.
Используют такие виды соединительной арматуры:
- муфты, предназначены для соединения участков одного диаметра;
- Крестовины или тройники необходимы для получения разветвления линии трубопровода;
- заглушки закрывают концевые отрезки водопровода;
- переходники требуются для стыка элементов различных диаметров;
- штуцер понадобится для присоединения к трубопроводу гибких шлангов.
С применением этих элементов можно создать сантехническую сеть любой сложности.
Способы стыковки труб из полипропилена
Выбор способа стыковки зависит от того, какое соединение желаем получить — разъёмное или нет. На решение может повлиять наличие специального инструмента и навыков работы. Рассмотрим наиболее часто используемые способы.
Резьбовые фитинги
Если вы задумались, как сделать разъемное соединение полипропиленовых труб, используйте резьбовые фитинги. Работа с такой арматурой считается наиболее простой и позволяет добиться хорошего результата.
Резьбовые фитинги представляет собой комбинацию металла и пластика. Пластиковая часть присоединяется к полипропиленовой сваркой или пайкой через пластиковую муфту. Второй конец элемента выполнен из металла, на нем нанесена резьба, посредством которой он присоединяется к другому отрезку трубы или сантехническому оборудованию.
Для работы потребуются:
- Необходимые фитинги.
- Газовый ключ.
- Муфта накидная и ключ для её установки.
- Герметик.
Для исключения протечек в местах присоединения резьбовых фитингов на резьбу наматывают льняное волокно, фум-ленту. Резьбовые фитинги устанавливают при соединении пластиковых труб с металлическими.
Диффузионная сварка
Этот вид сварки встык, получаемой за счёт расплавления материала деталей и диффузном взаимном проникновении молекул. Подходит для стыковки диаметров от 16 до 40 мм. Дополнительно используют муфту, которая обеспечивает слой пластика для получения шва. Для толстостенных труб используют диффузную сварку встык.
Сварка электрофитингами
Электрофитинг — это соединитель из полипропилена, в своей конструкции имеет металлический нагреватель, контакты которого выведены наружу.
После того как фитинг надевают на трубу, металлические контакты присоединяют к аппарату, происходит нагрев элемента, а через него фитинга.
Стыковая сварка
Основана на возникновении диффузии при нагреве полипропилена. Для работы потребуется дисковый агрегат, снабженный центрирующим устройством для обеспечения соосности труб. Выполняется для сварки отрезков диаметром более 60 мм со стенкой от 4 мм.
Технология работы включает операции:
- Стыки труб одновременно нагревают до необходимой температуры дисковым паяльником.
- Прижимают торцы труб друг к другу, следят, чтобы их оси совпадали, не было перекоса.
- Выдерживают до остывания материала.
Каждый сварочный аппарат снабжен инструкцией, в которой приведены таблицы с указанием времени нагрева и остывания для определенной толщины стенки. У толстостенных труб получается надёжный шов. Такие трубопроводы можно закапывать в землю, замуровывать в стену.
Холодная сварка
Осуществляется при расплавлении материала от химического воздействия клея. Его наносят на стыкуемые участки, прижимают, выдерживают 10-15 минут. После стабилизации вещества получаем герметичный стык. Прочность соединения невысока. Используется в трубопроводах подачи жидкости для охлаждения и прочих соединениях, невысокой ответственности.
Клеевое соединение
На очищенную поверхность наносят тонкий слой клея, плотно прижимают части друг к другу, выдерживают 10 секунд. Наивысшей прочности стык достигает через сутки. Важно правильно выбрать состав клея, он должен быть предназначен для полипропилена.
Применение фланцев
Фланцы применяют, когда производится стыковка труб из различных материалов, например, полиэтилена с полипропиленом. Для герметичности используют уплотнительные прокладки из резины.
Пайка с использованием паяльной ленты
С помощью паяльной ленты можно соединить элементы без паяльника, что значительно упрощает работу. Алгоритм действий следующий:
- Очищаем поверхности деталей, обезжириваем.
- Оборачиваем место спайки лентой.
- Нагреваем место, где наложена лента до ее расплавления.
- Надеваем стыкуемую деталь.
- Выжидаем до охлаждения стыка.
- Убираем излишки припоя.
Получаем надёжный герметичный стык. Этот способ используется для спайки труб небольшого размера.
Имея некоторые навыки сантехника, можно выполнить своими руками монтаж внутреннего водопровода или системы отопления. Чтобы получить хороший результат, следует ознакомиться с инструкциями и рекомендациями специалистов. Выбор инструмента, соблюдение технологии работ послужит залогом получения качественного ремонта.
Ошибки при сварке полипропиленовых труб:
Как паять полипропиленовые трубы правильно – инструкция по шагам
Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Пайка полипропиленовых труб. Полезные советы и инструкция
Частное жилье, квартира и дом обустраиваются посредством применения инженерных коммуникаций. Проблема монтажа, реконструкции и ремонта на каждом из объектов требует ремонта или прокладывания системы водопровода и отопления. Современные технологии предложили владельцам объектов и специалистам по монтажу альтернативное, более бюджетное и удобное решение — трубы из полипропилена. Правильный монтаж определяет, что контуры отопления и водопровод не уступают другим вариантам по эксплуатационным свойствам. По отдельным параметрам присутствует существенно превосходство полипропиленовых конструкций над стальными. Сам процесс выполнения пайки труб не представляет сложности, не требует профессиональных знаний и особенных навыков. Он рассмотрен в инструкции, представленной ниже.
Трубы отличаются между собой
Перед началом описания инструкции по монтажу требуется дать определение материалам, разновидностям и сфере применения. Выбор труб по принципу цены или наличия в строительном магазине недопустим. Неправильный выбор чреват возникновением трудностей после монтажа. Они могут заключаться в возникновении протечек, трещинах и деформации. Это приводит к необходимости переделывать систему, нести дополнительные затраты.
Гидравлические расчеты определяют размерную сетку для труб. Коммуникации отличаются между собой и требуют разного диаметра трубы. Линейка диаметров составляет от 16 до 110 мм обеспечивает практически все варианты и потребности монтажа. Практика показывает, что потребности квартиры удовлетворяются трубами диаметром до 50 мм, исключения бывают редко. Трубы большего диаметра магистральные. Они требуют особенного подхода к монтажу и редко встречаются в работе домашнего мастера.
Трубы полипропиленовые отличаются между собой по цветовым решениям. Оттенки и разновидности труб по цвету никак не связаны с эксплуатационными характеристиками и ни на что не влияют. Их не стоит принимать во внимание. Это стандартное решение производителей, помогающее им сделать продукцию более броской и яркой на общем фоне. Единственная возможность выбрать трубу с определенным цветом и задачей — приобрести белое изделие для отопления. Цвет обеспечивает возможность вписаться в любой интерьер.
Если на трубе присутствуют цветные полосы, то они будут нести информационную нагрузку, понятную для всех. Синяя полоса говорит о применении изделия для потребностей холодного водоснабжения. Красная полоса говорит о предназначении выдерживать высокие температуры в процессе эксплуатирования. Маркировка цветом приблизительная и несет минимальную информационную нагрузку. Отдельные разновидности изделий не обременены даже такой маркировкой. Линия на трубах помогает определить нагрузку, свойства и становится ориентиром при стыковке на швах. Линия — удобный ориентир при монтаже.
Буквенно-цифровая маркировка несет основную часть информации. Искать ее нужно на внешней стенке изделия. Здесь стоит проявить особую внимательность и вникнуть в написанное производителем.
Полипропиленовая труба имеет обозначение PPR, принятое в качестве международной маркировки полипропилена. Обозначения РРRC, РР-В, РР-Н, РР-3 и другие встречаются при указании разновидности материала. Для удобства пользователя предусмотрена другая система маркировки, учитывающая тип, давление жидкости, перекачиваемые температуры. На практике применяется четыре типа труб: PN-10, PN-25, PN-16 и PN-20. От цифры зависят эксплуатационные свойства трубы и максимальная температура использования. PN-25 применяется для потребностей отопления и выдерживает температуру 95 градусов.
Эксплуатационные свойства имеют прямую зависимости от толщины стенок трубы. Толстые стенки могут выдержать большую температуру и высокое давление.
Полипропилен при своих плюсах имеет существенный недостаток — при перегреве наблюдается существенное линейное расширение. Трубы холодного водопровода, находящиеся внутри здания, не чувствуют на себе отрицательного влияния фактора расширения. Трубы горячего водоснабжения могут более существенно ощущать проблему, испытывать деформацию, появление напряжения внутри конструкции, провисание длинных участков.
Армирование полипропиленовых труб применяется для снижения влияния температурного расширения. Армируют стеклопластиком и алюминием. Армирующий пояс из стеклопластика располагается по центру толщины стенки трубы, не влияет на пайку.
Алюминиевое армирование делится на два типа. При первом слой фольги располагается в рядом с внешней стенкой изделия. Альтернативный вариант предусматривает прохождение слоя алюминия по центру. Оба типа отличаются по особенностям монтажа и конструкции.
Оба варианта армирования позволяют добиться существенного снижения уровня расширения труб при нагреве. Слой армирующего материала становится барьером против диффузии (проникновения кислорода через поверхность трубы внутри нее).
Проникновение кислородных молекул и их попадание в воду внутрь трубы вызывает ряд отрицательных последствий: существенное повышение газообразования, возникновение процессов коррозии, что очень опасно для котельного оборудования. Надежный армирующий слой существенно снижает отрицательное воздействие на трубы и коммуникации в целом. Трубы с армированием получили широкое применение в отопительных системах. Трубы для водопровода выбирают со стандартным стеклопластиковым армированием, не оказывающим на диффузию значимого эффекта и влияния.
Трубы реализуются отрезками стандартного размера по 2 м и 4 м. Торговые точки режут трубы кратно 1 метру. К трубам добавляются специальные комплектующие: резьбовые фитинги для перехода на другой тип труб, заглушки, муфты, компенсаторы, обводные петли и т.д.
Разнообразие конструкционных элементов и расходных материалов позволяет подобрать варианты для сборки системы любого уровня сложности. Расходники и детали стоят недорого, что позволяет сделать приобретение с нужным запасом для монтажа и использования.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине. Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру. Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Процесс сварки ППР труб
Залог успеха состоит в выполнении максимального количества узлов в одной позиции на верстаке. Лучше проводить работы по пайке ппр труб с помощником, ведь при самостоятельном монтаже просто допустить ошибку.
Подготовка паяльного аппарата
На нагреватель надевают и затягивают специальными винтами рабочие пары — дорны и муфты. Диаметры подбираются под рабочие нужды. Если подразумевается работа с одним типом трубы, то достаточно одеть одну пару, максимально близко расположенную к концу нагревателя.
Важно! Работать удобнее при условии надежной фиксации аппарата на рабочей поверхности верстака. Хорошо, если конструкция предусматривает винт для крепления на краю столешницы. Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами. Для такой фиксации должна быть специальная поверхность.
Для работы с полипропиленом требуется включить на паяльнике температуру в 260 градусов. Температура одинаковая для всех труб. Изменяется только время прогрева.
Следует смотреть за тем, чтобы была достигнута рабочая температура. Для этого нужно просматривать средства индикации, доступные на конкретном аппарате.
Важно! Перед соединением и нагревом обязательно следует очистить места соединения от пыли и грязи, а также провести обезжиривание.
Разметка соединения
Следующим шагом является разметка соединения. Требуется отмерить длину пояса провара и сделать пометку карандашом или маркером. Это будет место, по которое труба будет введена в нагревательную муфту. Для каждого диаметра устанавливается свой показатель, и ему нужно следовать. При необходимости наносится дополнительная метка, если имеет значение взаимное расположение деталей для сопряжения.
Соединение труб
Далее помеченные элементы труб одновременно вводят в муфту паяльника, а элемент соединения устанавливается в дорн. Труба должна быть введена до отметки, элемент соединения — до упора.
После установки элементов начинает вестись отсчет времени прогрева, зависящего от диаметра трубы, и ему обязательно надо следовать.
В конце времени прогрева детали также одновременно снимают. У мастера есть секунды для их соединения и придания правильного положения. Детали с усилием заводятся друг в друга. Легкая корректировка допускается в первые 1-2 секунды. Детали удерживаются без изменения положения все время, отведенное на фиксацию.
Готовый узел не должен использоваться и испытывать нагрузки все время, предусмотренное для полимеризации полипропилена.
Перед первой пайкой полипропиленовых труб рекомендуется купить соединительные элементы и трубы для тренировки. При успешной пайке образовывается буртик в 1 мм, не портящий внешнего вида изделия.