- Соединение полумуфт насоса и электродвигателя
- Соединение электродвигателя с насосом. Центровка и регулировка
- Подписка на рассылку
- Когда проводится центровка
- Как производится центровка
- Центровка валов агрегатов: практическое руководство
- Стационарный и подвижный вал
- Центр вращения стационарного вала
- Горизонтальная коллинеарность
- Вертикальная коллинеарность
- Центровка по видам несоосности
- Инструмент для центровки муфтовых соединений
- Пошаговая инструкция центровки пары электродвигатель-насос
- Процесс центровки пары мотор / насос часовым индикатором
- Последствия нарушения центровки валов
- О том, как центруют валы агрегатов анализатором часового типа
- Уплотнитель мусора бытовой – краткий обзор и неисправности
- Протонобменная мембрана: электролиз воды полимерным электролитом + конструкция своими руками
- Сварка TIG или как варить вольфрамом в инертном газе?
- КРАТКИЙ БРИФИНГ
- Центровка насоса с электродвигателем: правильные методы работы
- Центровка насоса с электродвигателем
- Соединение электродвигателя с насосом, центровка и регулировка
- Центровка по видам несоосности
- Как производится центровка
- С помощью пары проволок
- Способ со скобами
- Пошаговая инструкция центровки пары электродвигатель – насос
- Центровка валов агрегатов: практическое руководство
- Ремонт полумуфт
- Ослабление посадки полумуфты на валу электродвигателя
Соединение полумуфт насоса и электродвигателя
Соединение электродвигателя с насосом. Центровка и регулировка
Подписка на рассылку
- ВКонтакте
- ok
- YouTube
- Яндекс.Дзен
- TikTok
Насосы различного вида распространены как в промышленности, так и в быту. Они используются для водоснабжения промышленных объектов и населенных пунктов, в химической промышленности для перекачки агрессивных сред, в агропромышленном комплексе для полива земель и т.д.
Безопасная эксплуатация насосного оборудования напрямую зависит от правильной центровки валов приводного двигателя и самого насоса. Правильная центровка насоса с электродвигателем позволяет минимизировать вибрацию агрегата, которая со временем вызывает преждевременный выход подшипников из строя, искривление валов и износ рабочих органов. Наиболее остро такая проблема стоит в промышленности для насосов с большой объемной подачей, укомплектованными двигателями большой мощности. Моноблочные агрегаты не в центровке не нуждаются, так как рабочие колеса запрессованы непосредственно на удлиненный вал электродвигателя. Эта процедура необходима для агрегатов, у которых соединение между насосом и электродвигателем выполнено с помощью муфты.
Виды несоосности:
Чтобы правильно выполнить соединение насоса с электродвигателем нужно не допустить возникновения несоосности (коллинеарности) между валами. Геометрические оси вращения валов насоса и приводного электродвигателя, связанных между собой муфтой, при неправильной установке могут не совпадать. Такое расхождение может быть параллельным (а), угловым (б) или смешанным (в)
При параллельной неосоосности оси вращения валов располагаются в одной плоскости на определенном промежутке друг от друга по вертикали или горизонтали. Величина несоосности этого типа равна расстоянию между осями валов в миллиметрах.
При угловой коллинеарности оси вращения валов располагаются под углом друг к другу, в результате чего возникает раскрытие полумуфт. Чтобы численно оценить величину несоосности этого типа нужно измерить смещение оси вращения вала двигателя относительно оси вала насоса в двух местах на расстоянии 100 мм друг от друга. После этого полученные данные складываются, а полученный результат делится на расстояние между точками замера. Величина углового раскрытия муфт выражается в мм/100мм.
Смешанная несоосность характеризуется расхождением осей вращения валов как в вертикальной плоскости, так и по углу.
Для измерения расхождения валов используются как современные лазерные, так и аналоговые приборы
Когда проводится центровка
Центровка валов насоса и электродвигателя выполняется:
• после установки нового насосного оборудования;
• по окончании капитального ремонта с заменой трубопроводных линий;
• при возникновении вибрации и повышенного шума во время эксплуатации;
• если температура подшипниковых щитов превышает номинальное значение.
Как производится центровка
Прежде чем выполнять центровку следует определить стационарный и подвижный механизм. В паре насос-двигатель, стационарную позицию занимает первый агрегат, так как к нему обычно уже присоединен трубопровод. Поэтому за опорную линию с нулевыми координатами принимается центр вращения оси насоса. По результатам проведенных замеров осуществляется центровка двигателя относительно неподвижного агрегата. В горизонтальной плоскости несоосность устраняется перемещением корпуса электрической машины вправо или влево с одновременным контролем углового несовпадения, а вертикальная коллинеарность – с помощью регулировочных подкладок под лапы.
При наличии специальных измерительных приборов опытному специалисту не потребуется много времени для устранения несоосности. Но если таковые отсутствуют центровка насоса с электродвигателем своими руками с помощью линейки, штангенциркуля и пластинчатых щупов растянется надолго.
Для проверки коллинеарности валов можно использовать и два отрезка жесткой проволоки, которые закрепляются на полумуфтах со стороны двигателя и насоса и загибаются навстречу друг другу. Для боле точного измерения свободным концам проволок придают форму конуса. Между остриями импровизированных индикаторов должен остаться зазор величиной не более 1 мм. Медленно проворачивая скрепленные болтами полумуфты, с помощью щупа замеряют зазор через каждые 90° в плоскости, перпендикулярной оси вращения. По результатам выполненных измерений принимают решение о способе устранения возможной коллинеарности.
Сопряжение двигателя с приводимым механизмом посредством жестких муфт различной конструкции требует очень точного соблюдения соосности валов. Чтобы снизить вероятность возникновения коллинеарности любого типа для соединения валов используется упругая муфта для соединения насоса с электродвигателем.
Центровка валов агрегатов: практическое руководство
Главная страница » Центровка валов агрегатов: практическое руководство
Коллинеарность (соосность) валов считается идеальной, когда центры валов находятся на одной осевой линии. Соответственно несоосность показывает обратный результат. Отсюда логический вывод — центровка валов машин является обязательным действием, направленным на обеспечение качественной безопасной работы.
Стационарный и подвижный вал
Последствия нарушения коллинеарности выражаются следующими моментами:
- преждевременный выход из строя подшипников, сальников, муфтовых соединений;
- усиление осевой и радиальной вибрации;
- повышение температуры нагрева подшипниковых узлов и смазывающей жидкости;
- ослабление или поломка элементов крепежа к фундаменту.
Для центровки валов агрегатов удобно применять измерительные наборы, подобные серийным от фирмы Baltech
Когда проверяется, например, коллинеарность муфтового соединения насоса и электродвигателя, насосный вал определяется как стационарный, а вал электродвигателя как подвижный. Центровка соединения всегда производится, исходя из положения подвижного вала относительно стационарного.
Центр вращения стационарного вала
Центр вращения стационарного вала – это опорная линия с нулевыми координатами. В системе координат X-Y плюсовыми значениями являются перемещения вправо по горизонтали и вверх по вертикали.
Несоосность вычисляется путём определения положения центра подвижного вала в двух плоскостях, относительно положения центра оси стационарного вала (горизонтальная ось X и вертикальная Y).
Горизонтальная коллинеарность
Состояние несоосности (вид сверху), которое корректируется перемещением электродвигателя в боковых направлениях по оси X – это горизонтальная центровка.
Электродвигатель перемещают вправо-влево, добиваясь, таким образом, соосности и параллельности в горизонтальной плоскости.
Вертикальная коллинеарность
Состояние несоосности (вид сбоку), которое корректируется перемещением электродвигателя вниз или вверх по оси Y – это вертикальная центровка.
Необходимую величину смещения получают путём установки под лапы мотора регулировочных пластин разных по толщине.
Центровка по видам несоосности
Параллельная несоосность – состояние, когда оси вращения валов расположены на одинаковом расстоянии одна от другой и по всей их длине.
Центровка в параллельной и угловой несоосности выполняется в соответствии с определёнными правилами и нормами. Применяется профессиональный инструмент
Угловая несоосность – состояние, когда оси вращения валов расположены на разных расстояниях одна от другой и по всей их длине.
Центровка соединения должна проводиться:
- после монтажа нового оборудования;
- после соединения оборудования с трубопроводами и арматурой;
- по завершении ремонтных работ;
- если при работе отмечается повышенный шум и вибрации;
- если температура подшипниковых узлов выше нормы.
Процедура центровки соединения валов агрегатов:
- Установить измерительное устройство.
- Проверить и скорректировать положение мягкой вставки.
- Вычислить значения несоосности.
- Выполнить качественную центровку валов.
- Составить отчёт о проделанной работе.
Инструмент для центровки муфтовых соединений
Существует целый ряд инструментов для центровки муфтовых соединений, начиная от простейших и завершая совершенными наборами.
Чем совершеннее и современнее набор измерительного инструмента, тем выше точность центровки
Самый простой и доступный набор содержит:
- штангенциркуль,
- линейку,
- пластинчатые щупы разной толщины.
Точность измерений этим набором невысока. Качество центровки обеспечивается не столько инструментом, сколько мастерством и опытом механика. Сама процедура центровки с помощью этих инструментов может занимать продолжительное время.
Цифровой анализатор центровки соединений – инструмент из серии наиболее совершенных приспособлений. Анализатор позволяет быстро и легко отцентрировать валы с высокой точностью.
Работу может выполнить любой человек, изучивший инструкцию по работе с цифровым анализатором. Однако стоимость цифрового измерителя очень высока и далеко не всем по карману.
Анализатор точности центровки валов часового типа позволяет достаточно точно провести измерения коллинеарности
Между тем есть экономичная альтернатива – ещё один вид измерительного анализатора, построенного на основе двух индикаторов часового типа. Один индикатор определяет отклонения по оси X, другой по оси Y. Удобный, эффективный, недорогой инструмент, помогающий быстро центровать, к примеру, муфтовое соединение между электродвигателем и насосом.
Пошаговая инструкция центровки пары электродвигатель-насос
- Проверить правильность установки рамы агрегата на фундаменте при помощи строительного уровня. Выполняется эта операция в продольном и поперечном направлениях.
- Если расстояние между анкерными болтами рамы превышает 800 мм, установить под раму дополнительные подкладки в центральной точке межанкерного расстояния. Подкладки должны плотно прилегать к раме и фундаменту.
- Ослабить болты крепления насоса и болты крепления подшипниковой опоры. Убедиться, что на подшипниковую опору не действуют какие-либо нагрузки.
- Затянуть крепёжные болты на основании насоса, оставив ослабленным крепёж подшипниковой опоры.
На картинке несколько первых шагов, показывающих как выполняется центровка валов агрегатов
Дальнейший процесс центровки:
- Измерить величину зазора между муфтами электродвигателя и насоса. Эта величина не должна превышать значений 3-5 мм. В случае несоответствия, ослабить крепление электродвигателя и выставить мотор на место до получения указанных цифр. Получив результат, закрепить двигатель.
- Проверить свободный ход вращения, прокручивая валы агрегата вручную. Свободное вращение, без наличия заеданий – свидетельство корректного состояния устройств.
- Используя червячные хомуты, разместить на полумуфтах механизм центровки. Основная и ответная часть механизма устанавливаются с осевым зазором между ними в 2-3 мм. При вращении валов, они не должны соприкасаться.
- Закрепить к механизму центровки индикаторы часового типа и приступить к операции центровки валов электродвигателя / насоса.
Процесс центровки пары мотор / насос часовым индикатором
Индикаторами часового типа измеряют боковые зазоры (А) и угловые зазоры (В). Для этого приборы закрепляют на оснастке с таким расчётом, чтобы их наконечники упирались в тело полумуфт на валу двигателя и насоса. Также при установке приборов следует учесть удобство считывания показаний.
Индикаторы часового типа нужно установить так, чтобы без затруднений снимать показания
Упирают измерительные стержни индикаторов в тело полумуфт с выбегом в 2-3 мм по шкале. Затем вращением ободков приборов совмещают стрелки с нулевой отметкой. Начинают измерение в четырёх пространственных точках:
- Первыми измеряют зазоры А и В верхнего положения.
- Поворачивают валы на 90º в направлении рабочего вращения привода.
- Вновь измеряют зазоры А и В по среднему положению.
- Повторяют процедуру для двух оставшихся положений.
Последним контрольным замером – пятым по счёту, будет повторное измерение в начальной верхней точке. Полученные цифры замеров в 1 и 5 положениях должны совпадать.
Последствия нарушения центровки валов
Изменения параметров центровки валов (соосности), прежде всего, вызывают эффект вибрации. Влияние вибрации на муфту и на близко расположенные подшипники очевидно: детали подвергаются ускоренному износу.
Такими обещают быть последствия посредственного подхода к центровке валов агрегатов
На муфте изнашивается эластичная вставка, появляются дефекты подшипников мотора и насоса, торцевого уплотнения. Если же перекос осей значительный, в конечном итоге неизбежен срез вала.
О том, как центруют валы агрегатов анализатором часового типа
Практическое пособие на видеоролике по теме центровки валов машинных агрегатов посредством часовых индикаторов. На видео демонстрируется полная последовательность процедуры, показываются все тонкости центровки:
Уплотнитель мусора бытовой – краткий обзор и неисправности
Протонобменная мембрана: электролиз воды полимерным электролитом + конструкция своими руками
Сварка TIG или как варить вольфрамом в инертном газе?
КРАТКИЙ БРИФИНГ
Zetsila — публикации материалов, интересных и полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мультитематическая информация — СМИ .
Центровка насоса с электродвигателем: правильные методы работы
Центровка (юстировка) насоса с электродвигателем – ряд технических работ, производимых для достижения соосности вала насоса и вала электродвигателя во всех плоскостях, в пределах требуемых допусков.
Центровка насоса с электродвигателем
Соединение электродвигателя с насосом, центровка и регулировка
Соединение электродвигателя с насосом будет правильным в том случае, когда несоосность (неколлинеарность) валов обоих агрегатов будет минимальной и центровка валов насоса не понадобится или не потребует много времени. При выполнении работ по устранению любой несоосности, агрегаты разделяют на подвижный и стационарный. В соединении «двигатель – насос», подвижным будет двигатель, так как насос уже может быть присоединенным к трубам. При регулировке возникнет необходимость сдвига электромотора влево или вправо от оси вращения вала насоса, если несоосность горизонтальная, и подъёма или опускания двигателя при вертикальной регулировке.
Центровка по видам несоосности
Соединение валов имеет 3 вида несоосности:
- параллельную;
- угловую;
- смешанную.
Параллельная несоосность выражается в том, что оси вращения соединяемых валов, находясь в одной плоскости, располагаются на расстоянии друг от друга. Измеряется этот показатель между осевыми линиями валов и выражается в миллиметрах.
Угловая несоосность – это когда оси вращения валов соединяемых агрегатов находятся под углом друг к другу. Числовое значение угловой несоосности измеряют как расстояние между осями вращения обоих агрегатов в двух точках, отстоящих друг от друга на 10 см. Полученные данные записывают в миллиметрах, затем их складывают и делят на расстояние между ними. Поэтому угловая неколлинеарность имеет вид дроби: мм100 мм.
Еще одним вариантом является смешанная несоосность – когда в соединении валов присутствуют горизонтальный и угловой варианты одновременно. Существует несколько способов измерения неколлинеарности и проведения регулировок: от применения простейших устройств до использования точных приборов и специальных конструкций.
Как производится центровка
Перед тем, как центровать насос с электродвигателем, необходимо измерить несоосность.
Самый простой способ измерения – с помощью двух проволок, размещенных на валах соединяемых агрегатов.
С помощью пары проволок
Способ «двух проволок» является самым доступным вариантом центровки валов насоса и электродвигателя ручным способом.
Для более точного измерения, валы с закрепленными проволоками, поворачивают вручную на 90˚ от точки первого измерения, и проводят второе измерение. Поворачивая вал на 90º после каждого измерения, получают значение несоосности, которое регулируют изменением положения мотора. Параллельную неколлинеарность этим способом проверяют по совпадению острых отгибов проволоки, а угловую – по расстоянию между ними.
Другим вариантом того, как отцентровать насос с электродвигателем без прибора является способ с помощью пары радиально-осевых скоб.
Способ со скобами
Суть способа заключается в установке на центрируемые валы специальных скоб. Представляют собой пару скоб, закрепленных на валах, либо на полумуфтах. Между горизонтальными полками скоб измеряют параллельную несоосность, по расстоянию между специальными выступами на вертикальных частях – угловую.
Крепление на полумуфты необходимо в том случае, когда нужна центровка насосов по полумуфтам. Например, если для крепления скоб на оси требуется значительный перерасход рабочего времени. Схемы со скобами позволяют произвести центровку вала насоса с электродвигателем (или мотор-редуктором) без применения измерительных приборов.
Пошаговая инструкция центровки пары электродвигатель – насос
Пошаговая инструкция показывает, как сделать центровку насоса с электродвигателем своими руками, с помощью одного часового индикатора. Прибор типа ИЧ широко распространен, и найти его особого труда не составит. Первым шагом инструкции по центровке будет установка индикатора. Методика работы такова:
- Собирается устройство с магнитным держателем индикатора.
- Готовое приспособление устанавливается на вал насоса.
- На выносной конец стержня крепится индикатор и его щуп упирается в вал мотора.
- Снимаются показания индикатора.
- Проводятся аналогичные операции при установке устройства на вал мотора.
В состав приспособления входят:
- магнитный держатель;
- вертикальная стойка;
- хомут крепления для горизонтального стержня;
- горизонтальный стержень;
- поворотное устройство;
- хомут крепления для индикатора;
- индикатор типа ИЧ.
Следующим шагом инструкции станет проведение измерений и регулировки. Процесс центровки пары «мотор-насос» часовым индикатором аналогичен процессу с использованием проволок или скоб: делают 4 замера и 4 регулировки, в 4-х точках. Хорошим результатом будет разница в показаниях на 0,06 мм между собой. Последним, 5-м замером считается новый замер в первоначальной точке. Если в показаниях первого измерения и показаниях пятого измерения получилась разница больше требуемой величины, то измерения и регулировки проводят повторно.
Приведенная методика показывает, как центровать насос с электродвигателем с помощью одного индикатора. В технике существует практика более точного и более быстрого способа, когда центровка валов и электродвигателя проводится с помощью измерительного комплекта. В комплект входят специальные крепления и два индикатора.
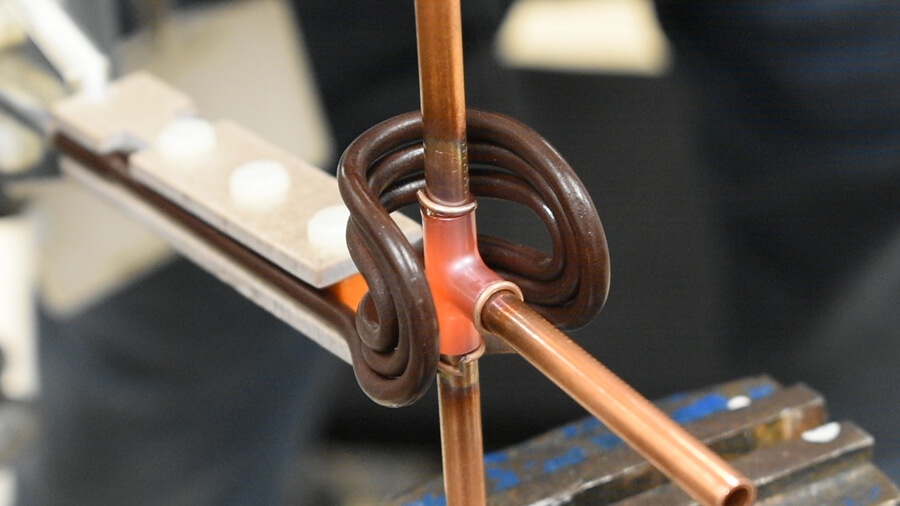
Применение двух индикаторов позволяет измерить одновременно горизонтальную и вертикальную несоосности.
На фото, индикатор, расположенный вертикально, измеряет горизонтальную несоосность, а расположенный горизонтально – угловую.
Центровка валов агрегатов: практическое руководство
Перед вычислением параметров центровки по любому способу следует все произведенные замеры для удобства свести в таблицу. Приведенное руководство может быть применено при проведении регулировок по любому способу, основанному на применении механических средств измерения.
Пояснения к таблице. При измерении угловой несоосности, измерения производят в двух местах, отстоящих друг от друга на 10 см. Для удобства, в таблице эти места обозначены как «положение Ф» (фронтальное) и «положение Т» (тыловое). Измерения горизонтальной несоосности могут быть проведены при расположении средств измерения и на полумуфтах, и на валах.
Ремонт полумуфт
Муфты во вращающихся механизмах применяют для соединения валов электродвигателя с основным механизмом и передачи вращающего момента с одного вала на другой.
В механизмах котельных цехов чаще всего используют муфты с эластичным диском и пальцевые муфты. В современных мощных котельных установках применяют также дробевые муфты.
Муфты с эластичным диском и пальцевые муфты называются упругими, так как они допускают некоторый сдвиг валов и смягчают передачу вращения. Однако допускать неточную сборку и центровку валов, рассчитывая на упругие муфты, нельзя, поскольку при этом муфты подвергаются ускоренному износу и выходят из строя.
Муфты с эластичным диском (рис. 3.3) наиболее надежны в работе, просты в изготовлении и ремонте, обладают значительной компенсирующей способностью при расцентровке валов.
Рис. 3.3. Муфта с эластичным диском:
1 – полумуфта, 2, 6 – шайбы, 3 – палец, 4 – эластичное кольцо, 5 – шайба эластичного кольца, 7 – гайка, 8 – шплинт
Полумуфты 1 выполняют в виде звездочек с тремя углами, в которых расположены пальцы 3.Углы одной полумуфты сдвинуты по окружности относительно углов другой на 60°. Таким образом, для соединения полумуфт требуется шесть пальцев. Эластичные кольца 4 изготовляют из отработанных транспортерных лент или прорезиненных ремней, а для передачи небольших вращающих моментов – из листовой резины.
Пальцевые муфты (рис. 3.4) обеспечивают компенсацию небольших радиального и углового смещений валов за счет упругости кожаных или резиновых шайб, которые надеваются на пальцы. Вращение от одной полумуфты на другую передается пальцами. Эти муфты допускают осевые перемещения роторов и их взаимные смещения на некоторый угол по окружности, что сглаживает резкие изменения вращающего момента.
Рис. 3.4. Пальцевая муфта:
1 – полумуфты, 2 – палец, 3 – эластичная шайба, 4 – шайба, 5 – гайка
Дробевая муфта (рис. 3.5) состоит из двух неодинаковых полумуфт. Полумуфта 1 электродвигателя выполнена в виде ступицы с двумя дисками, между которыми в диаметрально противоположных местах приварены ребра 4.Полумуфта 3,надеваемая на вал основного механизма, имеет вид стакана и надвигается на полумуфту электродвигателя. Полумуфты не соединены между собой; между их деталями должны быть зазоры в радиальном направлении 0,5–1 мм, а в осевом – 2–3 мм. В полости полумуфты электродвигателя, образованные ребрами 4, через пробку 2 второй полумуфты засыпают дробь, нарубленную из углеродистой проволоки диаметром 5–6 мм. Длина кусочков 6–10 мм. В зависимости от размера муфты засыпают 4–6 кг дроби (равное количество во все полости).
Рис. 3.5. Дробевая муфта:
1, 3 – полумуфты приводимого механизма электродвигателя, 2 – пробка для засыпки дроби, 4 – ребра
При включении электродвигатель начинает вращаться на холостом ходу. По мере увеличения частоты вращения дробь центробежной силой отбрасывается к периферии и прижимается к внутренней поверхности стакана полумуфты приводимого механизма, обеспечивая плавную передачу вращающего момента. Количество дроби подбирается такое, чтобы время разгона приводимого ротора составляло 10–15 с.
Дробевые муфты устанавливают для привода крупных молотковых мельниц, а также центробежных и осевых дымососов.
Проверку состояния и ремонт полумуфт электродвигателей выполняет персонал котельного цеха, а снятие и установку – персонал электрического цеха. Рассмотрим ремонт пальцевых и дробевых муфт.
Для нормальной работы пальцевых муфт должны быть выдержаны следующие условия:
— отклонения индикатора при проверке биения посадочных мест валов под полумуфты не должны превышать 0,05 мм;
— осевые и радиальные биения полумуфт на валах (по наружному диаметру) не должны превышать 0,2–0,3 мм;
— допуск посадки полумуфт на валы должен быть в пределах от +0,02 до –0,04 для машин и ±0,05 мм для углеразмольных мельниц;
— боковые грани шпонки должны плотно входить в пазы вала и полумуфты, а между верхней гранью шпонки и пазом в полумуфте должен быть зазор 0,3–0,4 мм;
— смещение отверстий для пальцев по окружности и шагу должно быть не более ±0,2 мм;
— допуски в диаметре отверстий и диаметре пальцев должны быть не более ±0,2 мм;
— металлическая часть пальцев должна плотно (с легким натягом) входить в отверстие полумуфты, эластичная часть – с зазором 2–3 мм для обеспечения взаимного смещения полумуфты по окружности до 2 мм;
— минимальный осевой зазор между полумуфтами должен быть в пределах 4–5 мм.
Ремонт полумуфт заключается в восстановлении всех размеров и допусков.
У неспокойно работающих механизмов снимают обе полумуфты, проверяют их на токарном станке и замеряют биение посадочных мест валов. Для этого обе полумуфты надевают на общую оправку и в центрах станка проверяют соосность по отверстиям для вала, по наружной поверхности и центровой окружности отверстий для пальцев. Совпадение отверстий для пальцев проверяют плотными пробками. В двух отверстиях пробки затягивают гайками, а третьей пробкой проверяют остальные отверстия. Несовпадающие или разбитые пальцами отверстия рассверливают и увеличивают диаметр пальцев.
Полумуфты с трещинами, неправильно расточенными посадочными отверстиями, разбитыми или перекошенными шпоночными канавками заменяют. Дефектные шпоночные канавки в отдельных случаях исправляют, увеличивая их размеры под установку ступенчатой шпонки.
Пальцы с искривлением и дефектами на металлической части заменяют. Эластичные шайбы заменяют, если они выработались более чем на 2 мм. При небольшом смятии эластичной части с одной стороны пальцы провертывают на 180°.
В дробевых муфтах чаще всего изнашивается дробь, которую легко заменить. Перед засыпкой в полости полумуфты дробь для обезжиривания прокаливают. Рабочие поверхности полумуфт при ремонте зачищают от заусенцев. Ремонт шпонок, шпоночных канавок и проверку соосности полумуфт выполняют так же, как и для пальцевых муфт. Изготовленные или отремонтированные с применением сварки полумуфты балансируют.
Дата добавления: 2014-12-16 ; просмотров: 7009 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Ослабление посадки полумуфты на валу электродвигателя
Низкое качество ремонта — залог проблем с Вашим оборудованием. При развитой системе коллективной безответственности специалист по технической диагностике является последним рубежом в защите оборудования от «человеческого фактора». В данной статье предлагаю рассмотреть пример выявления брака после ремонта электродвигателя.
Имеем центробежный насосный агрегат с электродвигателем АИР250М4 N = 90 кВт, n = 1475 об/мин. После перегрева подшипника №2 была выполнена его замена. Эксплуатирующий персонал рассказал, что полумуфту с электродвигателя кувалдочкой ремонтникам сбить не удалось (следы ударов имеются) и ротор электродвигателя пришлось переносить в мастерскую. Там полумуфту еле-еле сорвали. После замены подшипника полумуфта уже не садилась внатяг и она была просверлена и закреплена посредством гужона. Затем сочленение и меня вызвали проверить качество центровки, которая оказалась в допуске. Через несколько часов раздался телефонный звонок и мне сообщили, что насос уже 40 минут в работе, но от него исходит непонятный посторонний шум и виброручкой намерили высокую осевую вибрацию на подшипнике №2 электродвигателя в осевом направлении, которая составила 5 мм/с. Срочно нужна помощь.
Схема насосного агрегата с указанием точек измерений
Данные СКЗ виброскорости в диапазоне 10. 1000 Гц:
| Направление | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| В | 2,2 | 2,4 | 1,5 | 1,8 |
| П | 3,9 | 2,2 | 3,0 | 2,4 |
| О | — | 5,1 | 1,2 | 1,2 |
Работа агрегата действительно сопровождается посторонним шумом. Шум не постоянный, то появляется, то пропадает, то усиливается, то ослабевает. Трудно описать на что он похож, но вроде как исходит из-под защитного кожуха муфтового соединения насоса. Температура подшиника №2 около 60 °С. Вибрация нестабильна.
Посмотрим спектры виброскорости:
Спектры виброскорости подшипниковых опор в вертикальном направлении
Спектры виброскорости подшипниковых опор в поперечном (горизонтальном) направлении
Спектры виброскорости подшипниковых опор в осевом направлении
Как видим, спектры насыщены гармониками оборотной частоты 24,9 Гц. Доминирующей является вторая гармоника. При измерении в режиме без усреднений наблюдается сильная флуктуация амплитуд гармоник оборотной частоты, но кроме первой. Такая картина характерна для дефектов типа ослабления (при расцентровке гармоники более стабильны). Учитывая шум от муфты предполагаю наличие ослабления посадки.
В спектрах огибающей интерес представляет подшипник №2 — большое количество гармоник частоты наружного кольца 77,1 Гц (76,7 Гц по расчету подшипника 6317):
Спектры огибающей вибросигнала в поперечном (горизонтальном) направлении
Некоторые гармоники модулированы двойной частотой вращения сепаратора. Очень похоже на дефект наружного кольца, но не спешим его дефектовать. Предполагаемое ослабление на валу вызывает знакопеременные нагрузки на наружное кольцо (наиболее часто 2 раза за 1 оборот, судя по прямым спектрам). Так как вибрация более высока в осевом направлении, то можно представить себе осевые перемещения ротора (так же 2 раза за оборот), приводящие к периодическому подклиниванию сепаратора дважды за оборот. Это всего лишь предположение, но с учетом того что подшипник новый — очень похоже на правду.
Вопреки желанию персонала продолжить эксплуатацию в надежде на то что осевая вибрация снизится (а она временами падает до 4 мм/с) и рост температуры остановится, я сообщаю, что вероятной причиной шума и вибрации является дефект полумуфты на валу электродвигателя и требую остановить агрегат для осмотра.
После разборки схемы и снятия ограждения приступаю к осмотру муфты. Визуально все хорошо, вроде прочно сидят обе полумуфты, не заклинены, зазор между торцами 5-7 мм. Но стоило дернуть тяжелую полумуфту электродвигателя, она скользнула по валу и звонко ударилась об ответную полумуфту насоса. Хотя вмонтированный гужон на месте. Дефект подтвержден.